
ТД АсбоЦем. Все права защищены. www.asbocem.ru (495) 799-40-54
Выработка асбестоцементных листовых материалов
Процесс выработки асбестоцементных листовых материалов в начальной стадии не отличается от процесса выработки асбестоцементных труб (рис.1). Приготовленная асбестоцементная смесь передается из мешального чана в листоформовочную машину, вырабатывающую асбестоцементные листовые материалы. Листоформовочная машина состоит из следующих основных частей (см. рис.1): двух сетчатых цилиндров 1, установленных в отдельных ваннах 2, бесконечного сукна 3, транспортирующего отфильтрованную сетчатыми цилиндрами асбестоцементную массу к форматному барабану 4, который навивает лист из отдельных слоев асбестоцементной массы; вакуум-коробки 5, обезвоживающей массу, снятую сукном с сетчатых цилиндров и транспортируемую к форматному барабану; натяжных валиков 6, направляющих сукно и прижимающих его как к сетчатым цилиндрам, так и к форматному барабану. Размер формуемых листов зависит от диаметра и длины форматного барабана. Диаметр форматного барабана у большинства работающих на наших заводах листоформовочных машин равен 1200 мм, в соответствии с чем полная длина навиваемого листа составляет 3768 мм; длина барабана равна 1250 мм или 1650 мм. Перед снятием сформованные листы разрезают на барабане на три части; в соответствии с размерами барабанов, размеры их 1256х1250 мм или же 1256х1650 мм. Можно снять с листоформовочной машины и лист с размерами 3768х1250 мм или 3768х1650 мм и из него раскроить листы любого размера. На листоформовочных машинах можно навивать листы толщиной до 10-12 мм, а при необходимости даже и большей толщины: для этого требуется лишь незначительная переделка машины, доступная любому заводу, где эти машины установлены. В связи с невысокой механической прочностью сырых асбестоцементных листов снятие их с форматного барабана производится с помощью откидных решеток или специальных тележек; при снятии с барабана целое неразрезанное полотно навертывают на скалку и переносят к рабочему месту, где его развертывают со скалки и подвергают дальнейшей обработке. Из снятых с листоформовочных машин листов изготовляют различные по форме и размерам изделия; мелкие и большеразмерные плоские плиты, волнистые листы, асбестоцементные кровельные коньки, плоские и выпуклые чешуи и т.д.
|
|
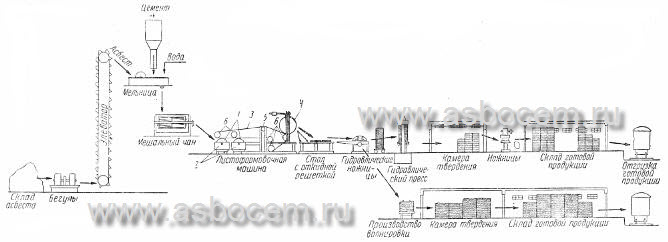 Рис.1. Технологическая схема производства асбестоцементных листов
|
|
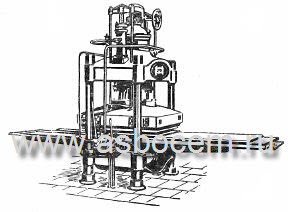 Рис.2. Гидравлические ножницы для разрезки
сырых асбестоцементных листов
|
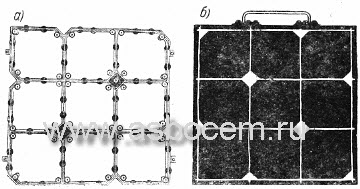 Рис.3. Плита и рама ножниц для разрезки сырых
асбестоцементных листов на плитки:
а - рама ножниц; б - плита ножниц
|
Разрезка больших листов на мелкие плитки производится гидравлическими или механическими ножницами (рис.2), которые имеют соответствующую размерам разрезаемого листа платформу; к последней прикреплена рама с ножами (рис.3, а) и плита с прорезями (рис.3, б), совпадающими с контурами нарезаемых плиток. Гидравлические ножницы имеют две плиты (двусторонний стол); когда на одной плите производят разрезку листов, на другую подкладывают листы, предназначенные для разрезки. В целях уплотнения и уменьшения водопоглощаемости сырых плиток их прессуют на гидравлических прессах под давлением до 300 кг/см2. При прессовании толщина листов уменьшается примерно на 20%, а прочность прессованных плиток увеличивается почти в два раза по сравнению с непрессованными. Асбестоцементные плитки и большие листы прессуются на специальных тележках; для предупреждения спрессовывания отдельных плиток или листов друг с другом между ними прокладывают стальные листы, промазанные нефтяными остатками. На тележку укладывается от 130 до 170 асбестоцементных плиток и прокладок. Высота таких стоп в зависимости от числа уложенных плиток составляет 0,9-1,2 м.
|
|

КАТАЛОГ ПРОДУКЦИИ
|
||
Т о р г о в ы й Д о м А с б о Ц е м
(495) 799-40-54 asbocem@mail.ru