Технологическая схема производства асбестоцементных труб
Процесс изготовления трубы на асботрубной машине (рис.1) протекает следующим образом. Разбавленная водой масса из ковшовой мешалки поступает в машину через небольшую мешалку 1, ванна которой соединена с ванной сетчатого цилиндра. Из этой мешалки масса через порог переливается в ванну цилиндра. Для предотвращения смыва пленки с сетчатого цилиндра в ванне предусмотрена перегородка 2; две лопастные мешалочки 3 служат шля перемешивания массы. С обеих сторон сетчатого цилиндра 4 расположены две промывные трубки 5 и 6.
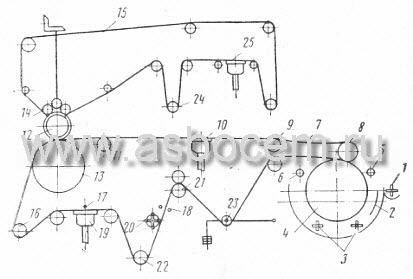 Рис.1. Схема машины для изготовления асбестоцементных труб
Первая работает непрерывно и используется для промывки сетчатого цилиндра во время работы. При помощи второй с сетчатого цилиндра смывают отфильтровавшийся во время остановки машины толстый слой массы, непригодный для навивания трубы. Рабочее сукно 7 прижимается к поверхности сетчатого цилиндра валом 8. После того как асбестоцементная пленка снята с поверхности сетчатого цилиндра, сукно проходит поддерживающий валик 9, затем вакуум-коробку 10, где из асбестоцементной пленки и сукна отсасывается часть воды. Пройдя вакуум-коробку и выравнивающий отклонение хода валик 11, сукно направляется к форматной скалке 12, вращающейся на опорном валу 13, и отдает ей асбестоцементную пленку. Навиваемая стенка трубы уплотняется прессующими валиками 14. Во избежание перехода асбестоцементной пленки с форматной скалки на прессующие валики на них надевают верхнее сукно 15. После отдачи асбестоцементной пленки форматной скалке рабочее сукно, обогнув опорный вал, направляется вниз, проходит натяжной валик 16 и подходит к промывному устройству, которое состоит из промывных трубок 17 и 18, вакуумной коробки 19, сукнобойки 20 и отжимных валиков 21. После того как сукно промыто и излишняя вода из него отжата, оно, предварительно обогнув установочный валик 22 и пройдя натяжной качающийся валик 28, вновь направляется к сетчатому цилиндру. Верхнее же сукно, пройдя прессующие валики, делает петлю, охватывая натяжной валик 24, через направляющие валики и вакуумную коробку 25 попадает на регулировочный валик, устраняющий боковые отклонения сукна, и снова подходит к прессующему узлу машины. Как следует из приведенного описания, стенки труб состоят из отдельных тонких асбестоцементных слоев-пленок, накладываемых на форматную скалку и спрессовываемых в процессе формования в монолит. Нужная толщина, обеспечивающая прочность стенки трубы при расчетном давлении воды или газа в трубопроводе, достигается подбором толщины каждой навитой пленки и их числом. По достижении заданной толщины стенки формование трубы прекращается. Перед снятием трубы со скалки производят ее развальцовку, для чего с обоих концов навитой трубы в образованное подрезкой пространство между ее стенкой и форматной скалкой вводят воздух. При дальнейшем вращении скалки воздух проходит по всей длине трубы, отрывает асбестоцементную массу от поверхности скалки и несколько увеличивает диаметр сформованной трубы, что позволяет снять ее с форматной скалки после выведения последней из машины. Внутренний диаметр формуемых труб соответствует диаметру форматной скалки, а длина - длине форматной скалки, которая определяется габаритами асботрубной машины. Снятые с форматной скалки трубы в две стадии проходят процесс твердения, чтобы пластичный свежеотформованный асбестоцемент превратился в камневидный материал, обладающий высокой механической прочностью. Предварительное твердение труб (первая стадия) осуществляется на специальных конвейерах, с помощью которых изготовленные трубы перемешаются от асботрубной машины до бассейнов водного твердения (вторая стадия). При этом трубы вращаются вокруг своей оси с очень малой скоростью, что предотвращает их сплющивание под действием собственного веса. Трубы диаметром более 350 мм в первый час пребывания на конвейере твердеют на сердечниках, а затем уже без них. Вынутые из бассейна трубы передают в токарное отделение, где концы их обрезают и обтачивают снаружи. Трубы, предназначаемые для работы под напором, поступают на станки для гидравлического испытания на внутреннее давление, установленное стандартом в зависимости от диаметров труб и их марок.
Страница 1 2
|


ТД АсбоЦем. Все права защищены. www.asbocem.ru (495) 799-40-54

КАТАЛОГ ПРОДУКЦИИ
|
||
Т о р г о в ы й Д о м А с б о Ц е м
(495) 799-40-54 asbocem@mail.ru