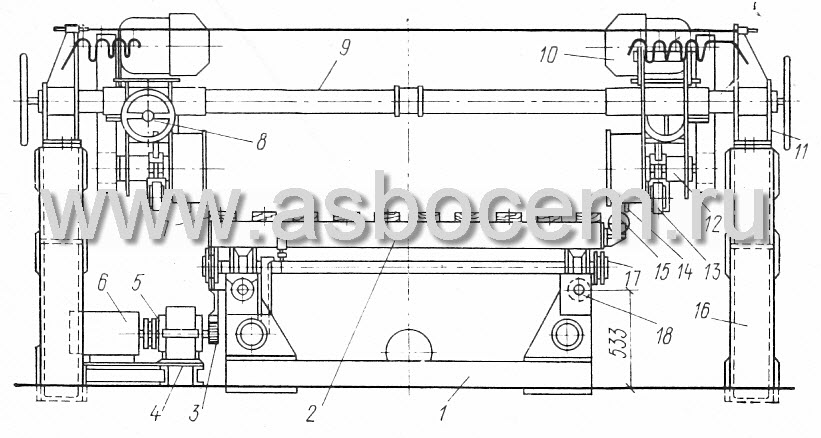
Рис.1. Станок для резки затвердевших асбестоцементных листов:
1 - станина стола; 2 - стол; 3 - зубчатая передача; 4 - редуктор; 5 - клино-ременная передача; 6 - зубчатая рейка; 7 - сменные брусья; 8 - зажимной винт; 9 - направляющие станка; 10 - каретки передвижные; 11 - стойки для крепления направляющих; 12 - шпиндель; 13 - обрезиненные ролики; 14 - алмазный круг; 15 - ролик; 16 - станина станка; 17 - катки; 18 - направляющие стола
Обрезка и распил асбестоцементных листов
Листовые асбестоцементные изделия, для которых необходимы точные размеры и форма, а также чистая, гладкая поверхность, подвергаются механической обработке после затвердевания. Это связано с тем, что придать точные размеры сырым изделиям практически невозможно, так как в процессе формования, транспортировки и твердения они подвержены различным деформирующим воздействиям, искажающим их размеры и форму. Механическая обработка затвердевших листовых асбестоцементных изделий производится, как правило, после их предварительного твердения и заключается в обрезке кромок листов для обеспечения их точных размеров и плотных стыков при укладке листов в конструкции, облицовке ими зданий и т.д. В ряде случаев механической обработке подвергают поверхность листовых изделий, когда к ней предъявляются повышенные требования. Это в первую очередь относится к асбестоцементным электроизоляционным доскам (АЦЭИД), полированным асбестоцементным листам, а также к изделиям, подлежащим последующей обработке (грунтовке, окраске и т.д.). После обрезки кромок производят фрезерование лицевой поверхности таких изделий, шлифовку, а иногда и полировку. Обрезку кромок затвердевших асбестоцементных листов (или их раскрой на формат заданного размера) производят быстро вращающимися карборундовыми или алмазными дисками. Режущие органы, как правило, охлаждаются водой, подаваемой через специальные, расположенные с двух сторон от режущего диска сопла. Вода, кроме того, облегчает процесс резки и предотвращает появление асбестоцементной пыли, поэтому необходимость в аспирационной системе в этом случае отпадает. Однако для крупноразмерных плоских прессованных листов, асбестоцементных электроизоляционных досок и других изделий, подлежащих последующей обработке, смачивание водой в процессе обрезки кромок нежелательно. Поэтому их обрезку осуществляют без водяного охлаждения, а образующаяся при этом пыль отсасывается и выделяется в аспирационной системе, включающей циклоны, рукавные фильтры (или скрубберы) и вентиляторы.

ТД АсбоЦем. Все права защищены. www.asbocem.ru (495) 799-40-54
Станок для одновременной обрезки кромок с двух противоположных сторон плоского асбестоцементного листа показан на рис.1. Он представляет собой станину с укрепленными на ней двумя направляющими, по которым передвигаются две каретки с алмазными кругами. Круги диаметром 500 мм и толщиной 3,8 мм закреплены на шпинделях, вращающихся со скоростью 3000 об/мин. Перемещение стола, установленного на двух парах катков, со скоростью 2-5 м/мин по направляющим осуществляется реверсивным приводом с помощью зубчатого колеса и зубчатой рейки. На каркасе стола укреплены сменные деревянные брусья. С одной стороны стола расположены два передвижных ребра, определяющих ширину листов. Заданное положение режущего механизма фиксируется специальным винтом. Асбестоцементные листы прижимаются к деревянным брусьям стола четырьмя обрезиненными роликами. Режущие круги охлаждаются проточной водой. На станке, установленном в механизированной линии, листы обрезают в двух направлениях. Кроме обрезки кромок листов на станке можно раскраивать листы на отдельные форматы. Производительность такого станка составляет до 20 тыс. условных плиток в смену при высокой чистоте и точности резки. Это позволяет применять их в производстве асбестоцементных листов для облицовки панелей, при изготовлении подоконных досок, архитектурных элементов зданий и т.д.

КАТАЛОГ ПРОДУКЦИИ
|
||
Т о р г о в ы й Д о м А с б о Ц е м
(495) 799-40-54 asbocem@mail.ru