
ТД АсбоЦем. Все права защищены. www.asbocem.ru (495) 799-40-54
Круглосеточные листоформовочные машины СМ-942 и СМ-943
В асбестоцементной промышленности России работают листоформовочные машины СМ-942 и СМ-943 одинаковой конструкции, но отличающиеся шириной наката. У первой из них полезная ширина наката 1640 мм, а у второй - 1340 мм. Схема современной трехцилиндровой круглосеточной машины приведена на рис.1. Сеточная часть машины имеет три ванны 1 с расположенными в них сетчатыми цилиндрами 2. Между торцами цилиндров и боковинами ванн расположены ленточные уплотнения, предотвращающие утечку суспензии из ванны внутрь цилиндров. Уплотняющие ленты закреплены на упорах 3. В ваннах имеются лопастные мешалки 4, перемешивающие асбестоцементную суспензию, поступающую в ванну через отсек 6, отделенный перегородкой 7, защищающей от смыва слой, образующийся на поверхности цилиндра. В днище ванн имеются люки для их промывки и аварийного слива суспензии. На современных листоформовочных агрегатах СМ-942 и СМ-943 сетчатые цилиндры имеют диаметр 1000 мм и длину соответственно 1700 и 1400 мм. Они представляют собой каркасную конструкцию, состоящую из вала, спиц и колец, на которые опираются расположенные по образующей цилиндра стальные планки. Между планками оставлены щели для сброса фильтрата шириной 10 мм, площадь сечения которых составляет 65% всей поверхности цилиндра. Кроме каркасных применяются и трубчатые цилиндры, сделанные из стальной трубы с отверстиями. Площадь сечения отверстий - около 45% всей поверхности трубы. На цилиндры одеваются с натяжением две сетки - нижняя из латуни с размером ячеек 4х4 мм и верхняя из фосфористой бронзы с размером ячеек 0,166х0,365 мм в свету. Нижняя сетка крепится к каркасу цилиндра проволоками, а концы верхней сетки спаиваются встык или внахлестку. Глубина погружения сетчатых цилиндров в суспензию - 0,6-0,75 их диаметра. Для промывки сетки цилиндров устанавливаются спринклерные трубки 5. К поверхности сетчатых цилиндров отжимными валами 8, установленными на раме 12, прижимается сукно 11. Давление валов на сетчатый цилиндр создается их собственной массой и гидроцилиндрами (или пружинами) 9. Впереди отжимных валов установлены водоотгонные валики 10, не допускающие растекания по сукну воды, отжимаемой валами.
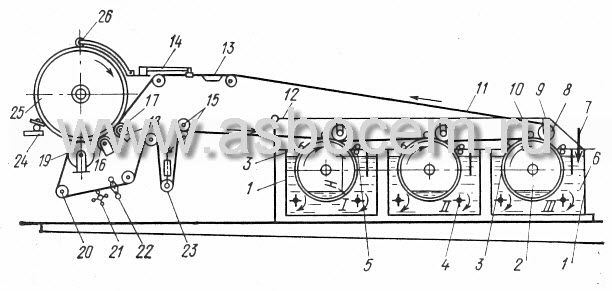 Рис.1. Круглосеточная листоформовочная машина
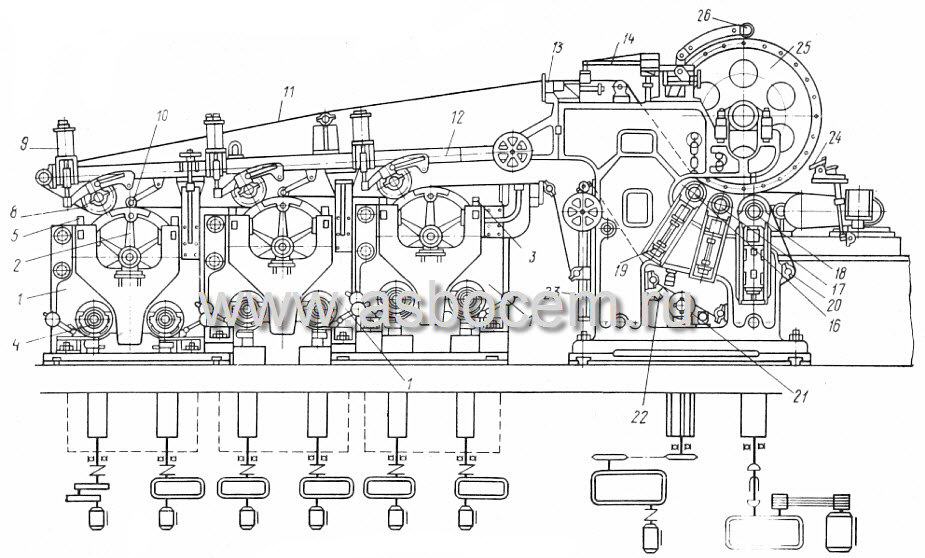 Рис.2. Листоформовочная машина СМ-942 (СМ-943)
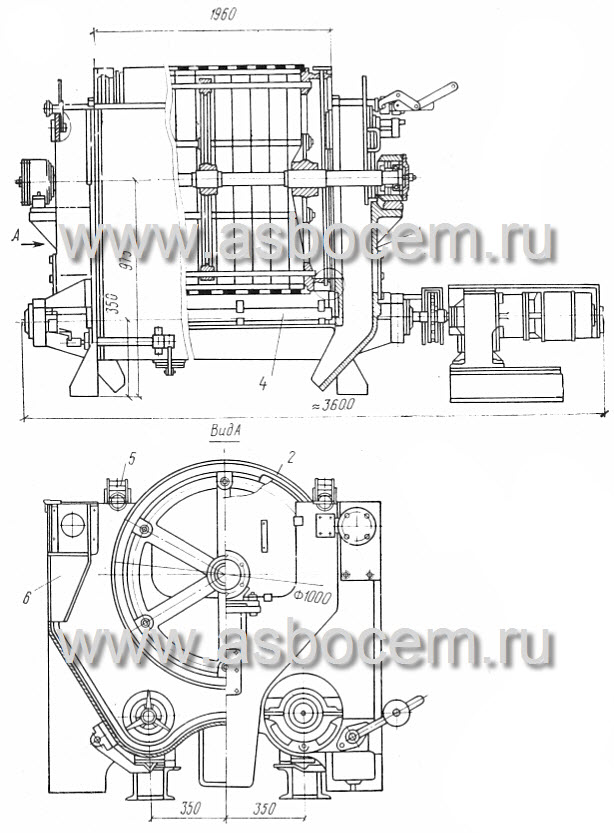 Рис.3. Сетчатый цилиндр и ванна
Ванны и сетчатые цилиндры нумеруются по ходу сукна: первые ванна и цилиндр принимают сукно, а над третьим цилиндром сукно огибает отжимной вал и движется к вакуум-коробке 13. За вакуум-коробкой установлено центрирующее устройство 14, автоматически удерживающее сукно в рабочем положении так, чтобы ось сукна совпадала с осью машины. После вакуум-коробки сукно движется к форматному барабану 25 и проходит три ступени отжатия: дополнительными прессовыми валами 16, 17 и основным прессовым валом 18. Давление между прессовыми валами и форматным барабаном создается гидроцилиндрами 19. Отжимные валы, форматный барабан, прессовые валы и сукно относятся к прессовой части формовочной машины. Сетчатый цилиндр принадлежит как к сеточной, так и к прессовой части, поскольку он не только является фильтром, на поверхности, которого образуется слой, но и вместе с отжимным валом участвует в уплотнении этого слоя. Огибая основной прессовый вал, сукно подходит к сукноочистительному устройству, состоящему из разгонного вал 20, сукнобойки 21 и промывных трубок 22. Промытое влажное сукно движется к натяжному устройству 23, затем отжимается между валиками 15 и направляется к первой ванне, чтобы начать новый рабочий цикл. Движение машине сообщает главный привод, соединенный с основным прессовым валом 19. Последний передает вращение соприкасающемуся с ним форматному барабану 25, а он в свою очередь - прессовым валам 16 и 17. Техническое сукно, зажатое между форматным барабаном и основным прессовым валом, выполняет роль приводного ремня, приводящего в движение сетчатые цилиндры и лежащие на них отжимные валы. Листоформовочная машина работает следующим образом. На холостом ходу с включенными промывными трубками замачивают сукно, регулируют его натяжение, проверяют исправность отдельных узлов машины. Затем машину останавливают, включают приводы, вращающие мешалки в ваннах, и подают в ванны асбестоцементную суспензию концентрацией 9-12%. После того как она наполнит ванны до рабочего уровня, отстоящего на 10-12 см от бортов, производят рабочий пуск машины. Суспензия фильтруется сквозь сетки цилиндров под влиянием разности Н уровней в ванне и в полости цилиндров. Вода и тонкие фракции асбестоцемента (до 10% по массе сырья) проходят сквозь сетки, а основная масса асбестоцементных частиц откладывается на поверхности сетчатого цилиндра в виде влажного слоя (влажность около 70%) толщиной 1,2-1,8 мм. Этот слой образуется на работающих цилиндрах и снимается с их поверхности сукном. Одновременно со снятием слоев происходит и уплотнение их за счет давления отжимных валов (20-40 Н/см). Влажность слоя снижается с 70% до 48-50%. Слои, снятые с трех сетчатых цилиндров, сукно транспортирует к вакуум-коробке, в которой создается разрежение 40-53 кПа. Здесь из слоя удаляется около 6% воды. Последние стадии уплотнения и обезвоживания слоя асбестоцемента, лежащего на сукне, осуществляются форматным барабаном и прессовыми валами. Давление между форматным барабаном и прессовыми валами растет от 100-120 Н/см на первом (по ходу сукна) до 400-450 Н/см на основном прессовом валу. В результате уплотнения влажность асбестоцемента снижается до 23-24%. Слой снимается с поверхности сукна на поверхность форматного барабана, поскольку истинная поверхность контакта слоя с металлом больше, чем с сукном. Снимаемые с сукна слои навиваются на форматный барабан, пока толщина асбестоцемента на его поверхности не достигнет заданной толщины листа. Тогда по сигналу толщиномера 26 автоматически включается срезчик 24, накат на ходу машины разрезается по образующей и снимается с форматного барабана на транспортер резательного устройства, а на форматном барабане навиваются слои для следующего наката. Средняя толщина слоя в накате составляет 0,9-1,1 мм, а срезывание наката происходит через каждые 45-37 с. Отдав асбестоцемент форматному барабану, сукно промывается от загрязнений под воздействием вращающихся валиков сукнобойки 21 и воды, вытекающей под напором из трубок 22. Весьма эффективно для удаления загрязнений отжатие замоченного сукна валиками 15. Представление о конструкции основных узлов листоформовочной машины СМ-942 (СМ-943) дает рис.2. Номера деталей на рис.1 и рис.2 одинаковы. Ванна и сетчатый цилиндр показаны на рис.3. Главной особенностью листоформовочных машин типа СМ-942 (СМ-943), созданных в СССР и работающих на всех заводах асбестоцементных изделий страны, является наличие трех прессовых валов 16, 17 и 18 (см рис.1-2). Это позволяет формовать на этих машинах более плотные и прочные асбестоцементные листы по сравнению с листами, получаемыми на машинах с одним пресс-валом, которые ранее применялись на отечественных предприятиях и используются сейчас за рубежом.
|

КАТАЛОГ ПРОДУКЦИИ
|
||
Т о р г о в ы й Д о м А с б о Ц е м
(495) 799-40-54 asbocem@mail.ru