
ТД АсбоЦем. Все права защищены. www.asbocem.ru (495) 799-40-54
Обжиговый агрегат с кольцевой печью для
производства керамзита в неподвижном монослое
Сортировка и хранение продукции. Охлажденный керамзитовый гравий сортируют по размерам на четыре фракции, мм: до 5, 5-10, 10-20 и 20-40. Для рассева применяют вибросита, сита-бураты, гравиесортировки. Наибольшее распространение получили гравиесортировки благодаря большей надежности в работе, долговечности (рис.5).
Для повышения однородности керамзитового гравия НИИ Керамзитом разработана конструкция классификатора - разделителя гравия по насыпной плотности (рис.6).
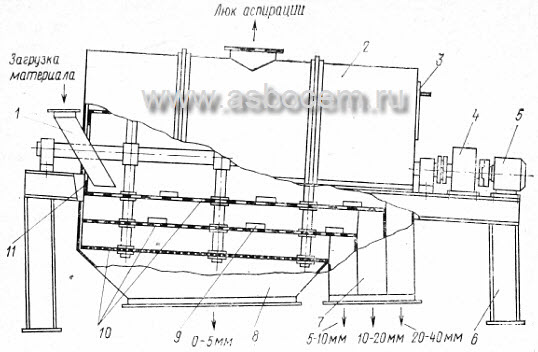 Рис.5. Гравиесортировка керамзитового гравия:
1 - течка загрузочная; 2 - кожух; 3 - люк обслуживания: 4 - редуктор; 5 - двигатель;
6 - рама; 7, 8 - течки разгрузочные; 9 - пороги: 10 - сита барабанные (решетки);
11 - кольцо задерживающее
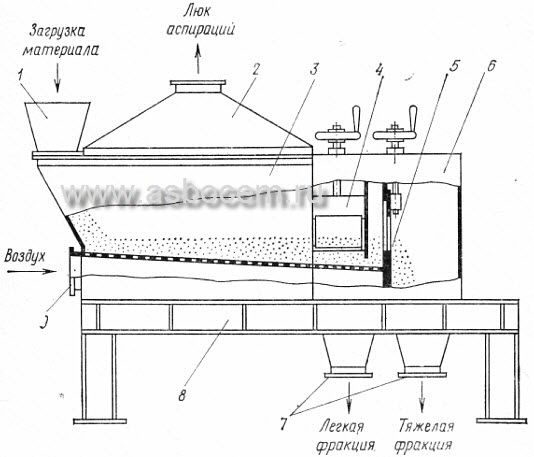 1 - течка загрузочная; 2 - кожух аспирационный; 3 - камера псевдоожижения;
4, 5 - задвижки; 6 - камера классификации; 7 - течки разгрузочные;
8 - рама; 9 - патрубок для соединения с дутьевым вентилятором
Технический контроль качества керамзита. Под техническим контролем качества подразумевается совокупность операций, направленных на создание мер по обеспечению выпуска продукции высокого качества при оптимальных технико-экономических показателях его производства, что достигается, во-первых, поддержанием процесса производства на заданном технологической картой уровне и, во-вторых, совершенствованием процесса производства путем сбора и анализа данных о качестве сырья и продукции, технологических параметрах, установлением связи между ними, составлением новых принципов ведения проццесса на основе вскрытых закономерностей.
В зависимости от места организации контроля технический контроль подразделяется на входной контроль - контроль качества глинистого сырья, добавок, технологического топлива, огнеупоров и других материалов, поступающих на производство; операционный контроль - контроль качества материалов и технологических параметров в ходе производства; приемочный контроль - контроль качества продукции после завершения всех технологических операций по ее зготовлению.
Операционный контроль, в свою очередь, делится на оперативный, осуществляемый обслуживающим персоналом и технологический, осуществляемый службами ОТК и заводской лабораторией.
Оперативный контроль выполняют на отдельных переделах. Он включает визуальный осмотр качества материалов, контроль по приборам за работой основного технологического оборудования.
Оперативный контроль обеспечивает поддержание процесса на заданном уровне и позволяет обслуживающему персоналу управлять агрегатами в соответствии с требованиями технологических карт.
Технологический контроль выполняют, главным образом, с целью постоянного сбора информации о режимах производства, качестве перерабатываемого материала и готовой продукции. Полученная информация используется для -разработки рекомендаций по совершенствованию технологического процесса.
В целях повышения надежности принятия решения о необходимости регулирования процесса обжига оперативный контроль может выполняться с помощью контрольных карт, являющихся носителями статистической информации о состоянии технологического процесса.
В прил. 1, 2 и 3 "Инструкции по производству керамзитового гравия" (Куйбышев, 1979) приведены типовые формы журналов входного, операционного и приемочного контроля.
|

КАТАЛОГ ПРОДУКЦИИ
|
||
(495) 799-40-54 asbocem@mail.ru
Т о р г о в ы й Д о м А с б о Ц е м